При деревообработке выточить детали одинаковой конфигурации не так-то просто. А это принципиально важно, когда речь идет, например, о сборных конструкциях. Предлагаемое вспомогательное устройство позволяет протачивать детали под стандарт и в три раза сокращает время их изготовления.
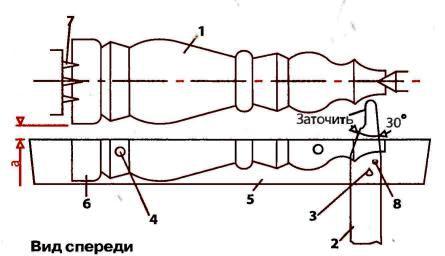
В общем-то. идея не нова. Новизна заключается в самом резце и креплении копира 6 к подручнику 5 двумя винтами 4 с потайными головками. Заготовка 1 детали закреплена в центрах станка: правый — в деталь, левый — в отход. Штифт 3 служит упором и запрессовывается в резец 2 на расстоянии 30 мм от вершины рабочей части, т.е. окончания. Отверстие 8 предназначено для ввинчивания болтика в случаях обдирки заготовок большого диаметра. Желательно иметь 2-3 резца с разным расстоянием от точки крепления штифта до окончания резца для вытачивания деталей разного диаметра и грубой обработки заготовок. Выступающая часть штифта должна быть равна толщине копира. Вершину резца следует слегка скруглить, чтобы обрабатываемая поверхность была более гладкой.
Рекомендуется сначала произвести грубую обработку (обдирку) заготовки без копира с допуском. Затем установить на подручник копир и осуществить точную доводку. Если, к примеру, взять изготовление сборных фигурных ножек для стола и т.п., то после этого следует
детали отшлифовать, проолифить, еще раз отшлифовать и дважды покрыть
лаком или покрасить на ходу.
1 —заготовка-полуфабрикат, 2—резец, 3—штифт, 4 — винт М5 с потайной головкой (2 шт.),
5 — подручник, 6— копир, 7 — трезубец, 8 — резьбовое отверстие под болт MS
Следует иметь в виду, что подручник с копиром придется опустить ниже центров. Кроме тою. расстояние °а- между копиром и заготовкой в процессе обработки должно быть как можно меньше.
Алексей КОЛЕУХ,
п. Жирное Ростовской обл. |  Главная
Главная